Vận hành và chỉnh thông số máy ép nhựa là công việc yêu cầu tính chính xác cao của kỹ thuật viên trong quá trình gia công ép nhựa tại nhà máy sản xuất, cho ra đời sản phẩm nhựa như mong muốn.
Quy tắc an toàn lao động khi chỉnh thông số máy ép nhựa
- Kỹ thuật viên vận hành và chỉnh thông số máy ép nhựa cần phải tuân thủ nghiêm ngặt các quy tắc bắt buộc về an toàn lao động. Các quy tắc gồm có:
- Tuân thủ quy tắc an toàn lao động của công ty: Mặc đồng phục bảo hộ lao động đầy đủ, tinh thần và sức khỏe tốt, nghiêm túc, tập trung vào chuyên môn trong quá trình làm việc.
- Hết sức cẩn thận ở các công đoạn bán tự động, yêu cầu lấy sản phẩm bằng tay.
- Kiểm tra, bảo trì, bảo dưỡng máy móc theo định kỳ. Thường xuyên đánh giá, theo dõi tình trạng máy móc, nếu xảy ra lỗi cần báo ngay với bộ phận bảo trì để khắc phục kịp thời.
- Nhân viên vận hành và chỉnh thông số máy ép nhựa không được rời khỏi vị trí khi máy đang trong chu trình hoạt động, tránh trường hợp không giải quyết kịp thời các vấn đề phát sinh.
- Thực hiện quy trình ép nhựa theo chương trình đã cài đặt trước, tuyệt đối không được tự ý thay đổi trong quá trình vận hành.
- Trên thực tế, mọi quy tắc trong vận hành và chỉnh máy ép nhựa đều căn cứ trên cơ sở đảm bảo sự an toàn của con người và đáp ứng hiệu quả sản xuất.
Chỉnh thông số máy ép nhựa gồm những gì
Kỹ thuật viên vận hành và chỉnh thông số máy ép nhựa sẽ được đào tạo bài bản, nắm vững các thông số cụ thể trên máy ép nhựa. Chỉnh thông số trên máy ép nhựa căn cứ vào đặc điểm, tính chất của sản phẩm nhựa tạo thành, gồm có các thông số về nhiệt độ, áp lực, tốc độ ép phun và thời gian hoàn thành một chu kỳ ép nhựa.
Chỉnh thông số nhiệt độ máy ép nhựa
Chỉnh thông số máy ép nhựa cần hết sức lưu ý nhiệt độ nóng chảy và nhiệt độ khuôn, cần phải tiến hành cài đặt và theo dõi nghiêm ngặt.
Nếu cài đặt nhiệt độ nóng chảy quá thấp thì vật liệu nhựa sẽ không thể hóa lỏng, trong trường hợp cài đặt nhiệt độ quá cao sẽ làm ảnh hưởng đến đặc tính, chất lượng của sản phẩm nhựa tạo thành, dẫn đến sản phẩm nhựa ép ra không như mong muốn.
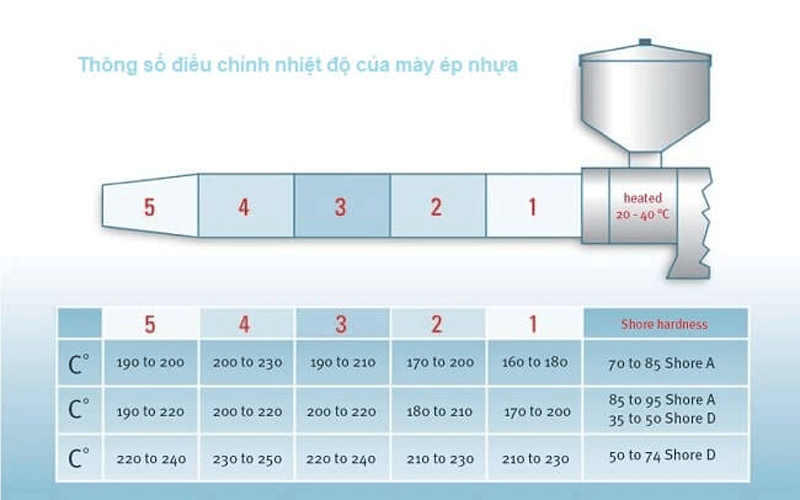
Kỹ thuật viên vận hành máy ép nhựa cần phải có kiến thức, kinh nghiệm tốt, cần nắm rõ nguyên tắc hóa lỏng vật liệu nhựa bằng nhiệt độ, nhiệt độ sẽ cao nhất ở khu vực vòi phun và giảm dần và thấp nhất ở khu vực gần phễu.
Khi tiến hành điều chỉnh nhiệt độ khuôn ép, cần phải lựa chọn nhiệt độ phù hợp, có như vậy mới có được độ bóng sản phẩm cao và kết tinh tốt. Lưu ý khi cài đặt, chỉ số nhiệt độ khuôn luôn thấp hơn chỉ số nhiệt độ nóng chảy.
Chỉnh thông số áp lực
Trong quá trình ép nhựa cần phải có sự tác động rất lớn của áp lực, các loại sản phẩm nhựa khác nhau thì đòi hỏi áp lực khác nhau. Kỹ thuật viên chỉnh thông số máy ép nhựa cần nắm vững các chỉ số về áp lực.
Việc điều chỉnh các loại áp lực ép phun, kẹp, vòi phun hay áp suất ngược… trên máy ép nhựa cũng cần phải hết sức cẩn thận. Việc điều chỉnh áp lực quá cao hoặc quá thấp sẽ gây cản trở quá trình vận hành bình thường của máy ép nhựa, có thể ảnh hưởng đến sản phẩm nhựa tạo thành.
Chỉnh thông số máy ép nhựa về tốc độ ép phun
Tốc độ ép phun được hiểu là tốc độ trục vít xoắn hoạt động vô cùng nhanh trong môi trường áp suất lớn.
Tốc độ ép phun là yếu tố có tác động trực tiếp tới chất lượng sản phẩm nhựa tạo thành, nếu áp suất không đảm bảo sẽ dẫn đến sản phẩm đúc ra bị lỗi. Vì vậy, căn cứ vào loại vật liệu nhựa khác nhau, việc điều chỉnh tốc độ ép phun, điều chỉnh thông số máy ép nhựa là khác nhau.
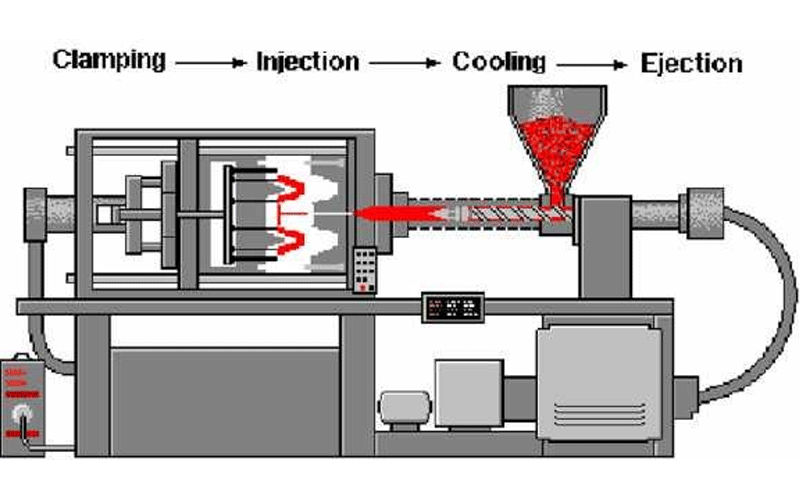
Thời gian hoàn thành một chu kỳ ép nhựa
Thời gian hoàn tất một chu kỳ ép nhựa là khoảng thời gian được tính từ khi vật liệu nhựa bắt đầu đi vào chu trình ép cho đến khi cho ra đời sản phẩm nhựa hoàn thiện, gồm có:
- Thời gian giữ: khoảng thời gian từ khi nhựa bắt đầu hóa lỏng cho tới khi được bơm vào khuôn.
- Thời gian làm mát: là khoảng thời gian từ khi nhựa được bơm vào khuôn ép nhựa và được tiến hành làm mát ở nhiệt độ thấp, nhựa nóng chảy được hóa rắn trong lòng khuôn.
- Thời gian lấy sản phẩm nhựa ra khỏi khuôn: trong trường hợp máy ép nhựa là bán tự động hoặc bắt buộc phải dùng tay lấy sản phẩm ra khỏi khuôn, nhân viên cần một chút thời gian chờ đợi và thao tác lấy sản phẩm ra ngoài.